Ontwerpconcept van autocontrole-armatuur --- Modellering 2 en positionering en klemming
Ontwerpconcept van auto-controle armatuur
--- Modellering 2 en positionering en klemming
Ontwerp en modellering van sectiesjablonen
De controle van het sleuteloppervlakprofiel van het onderdeel wordt doorgaans gerealiseerd door de sectiesjabloon. Het sectiesjabloon van het controleapparaat is verdeeld in twee typen: roterend type en plug-in type. Wanneer de spanwijdte van de sectiesjabloon groter is dan 300 mm, is deze, om de controlenauwkeurigheid in verticale richting te garanderen, meestal ontworpen om in te pluggen. De controle van het armatuurlichaam detecteert het binnenoppervlak van het onderdeel, en de sectiesjabloon overspant het buitenoppervlak van het onderdeel om het buitenoppervlak van de toetssectie te controleren. Over het algemeen bevindt het werkoppervlak zich op 2-3 mm afstand van het buitenoppervlak van het onderdeel. De modelleringsmethode is vergelijkbaar met het controleren van de behuizing van het armatuur. Het materiaal van het plaatlichaam van de sectiesjabloon is over het algemeen staal of aluminium, en het werkoppervlakgedeelte kan van aluminium of hars zijn gemaakt. De sectiesjabloon met een complexe vorm zal interfereren wanneer deze wordt geroteerd of ingevoegd, en kan in het daadwerkelijke ontwerp in secties worden verdeeld.
Als het is ingesteld als sjabloon voor een plug-insectie, zal dit de positioneringspen van het onderdeel hinderen; als het is ingesteld als een enkel roterend type, zal het, vanwege het meervoudig vouwen van het onderdeel zelf, interfereren met het armatuurlichaam of het onderdeel, dus is het ontworpen als twee onafhankelijke roterende sectiesjablonen en kan het voldoen aan de eisen van uitgebreide controle .
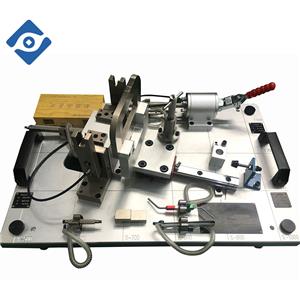
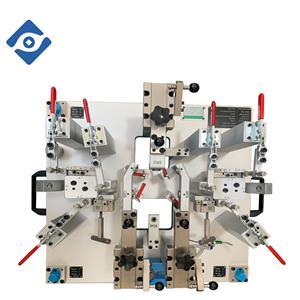
Positioneren en klemmen van onderdelen
De juiste en redelijke positionering van onderdelen is de basis voor nauwkeurige metingen. De positioneringsmethode van de behuizingsafdekking op de controlearmatuur wordt hoofdzakelijk voltooid door het positioneren van het gat en het vastklemmen van de positionering of het vastklemmen met een permanente magneet om te voltooien. Met de brede toepassing van controlemiddelen in de carrosseriebouw zijn beweegbare klemmen van het hefboomtype en permanente magneten verkrijgbaar in een reeks onderdelen, en zijn beweegbare klemmen ook uitgerust met beugels van verschillende soorten en maten. De meeste onderdelen van de carrosserieafdekking zijn voorzien van hoofd- en extra positioneringsgaten. De belangrijkste positioneringspin is over het algemeen een cilindrische pin (rond gat) of een diamantpin (taillegat) om de vrijheidsgraden in de XY-richtingen te beperken; de extra positioneringspen is een conische pen of een diamantpen. De pin wordt gebruikt om de vrijheidsgraden in de vier richtingen van ZXYZ te beperken. Bij het ontwerpen van de controlearmatuur moet u gaten maken in de positioneringsgaten op het armatuurlichaam (afhankelijk van de plaatsing van de positioneringspenbussen) en de lichaamscoördinaten van de positioneringsgaten opgeven. Tegelijkertijd moeten positioneringskussens en beweegbare klemmen worden geplaatst op posities met een goede stijfheid en een redelijke verdeling van het onderdeel om een stevige positionering van de onderdelen te garanderen. Bij het ontwerpen moet het aantal klempunten tot een minimum worden beperkt om ervoor te zorgen dat de beweegbare klem tijdens het werken andere componenten niet hindert. En gezien het gemak van de bediening van de werknemer, geef ten slotte de lichaamscoördinaten van het midden van het bovenoppervlak van het positioneringskussen.